When a buyer asks how long a job will take, they’re usually thinking about the machining itself: the time the cutter is in contact with the material. How hard could it be?
In reality, the actual machining is just one stage in a much longer sequence. Technical review, material procurement, programming, scheduling, inspection, finishing, documentation, packing — each step takes time, and most of them depend on the steps before. A 6-to-8-week lead time realistically reflects the coordination required to deliver parts that meet your drawing, on a date you can plan around.
This article explains what that schedule actually contains, and why compressing it often creates more risk than it removes.
Key takeaways
- CNC machining lead time includes far more than spindle time — technical review, material sourcing, programming, scheduling, finishing, inspection, and documentation all contribute.
- 6 to 8 weeks is the realistic baseline for subcontract machining of moderate-complexity components. It reflects responsible production planning, not slow processing.
- Finishing and surface treatments such as anodising, passivation, and plating are handled externally and can add 2 to 3 weeks on their own.
- Tight tolerances increase lead time at every stage: programming, machining, inspection, and documentation all take longer.
- Repeat work is more predictable. Proven programmes, established setups, and known risks make scheduling and delivery more consistent.
- The shortest quoted lead time is not always the lowest-risk option. Compressed schedules often cut into preparation, which is where quality and delivery are protected.
Want to chat about lead times?

What CNC Machining Lead Time Actually Includes
Most buyers associate lead time with spindle time. That’s understandable — it’s the part of the process that’s most visible. But spindle time is often one of the shorter stages in a production sequence.
A typical CNC machining job moves through all of the following:
- Enquiry review and technical assessment: Your drawing is checked for completeness, tolerance requirements, material specification, and any design features that may affect machining strategy or cost.
- Technical clarification: Missing information, ambiguous callouts, or features requiring DfM discussion are resolved before production is committed. This protects you from parts that meet the drawing but not the function.
- Quoting and order processing: A considered quote takes time to produce accurately. Order confirmation, purchase order processing, and scheduling sign-off all add lead time before a single chip is cut.
- Material sourcing: Most precision-machined components are made from specific alloys in specific forms — round bar, plate, or billet. Stock availability varies. For less common materials or tight specifications, sourcing alone can take one to two weeks.
- Programming and toolpath preparation: Complex geometry, multi-axis features, or tight tolerances require careful CAM programming and toolpath verification before the machine is touched.
- Fixturing and tooling preparation: Custom fixtures, soft jaws, or specialist cutting tools may need to be designed, ordered, or manufactured. For new work, this cannot be skipped.
- Machine scheduling: Your job is slotted into a live production schedule alongside other confirmed orders. A well-run workshop does not hold machine time open speculatively.
- Setup and first-off inspection: Before a batch runs, the setup is verified against the drawing. First-off inspection confirms the part meets specification before committing to the full quantity. Catching an issue here costs time — but far less than catching it after the batch is complete.
- In-process checks: For tight tolerances or critical features, measurement happens during machining, not just at the end.
- Finishing and surface treatments: Anodising, passivation, plating, powder coating, and heat treatment are typically carried out by specialist third parties. Each adds time in transit, queue, and re-inspection.
- Final inspection and documentation: Completed parts are inspected against your drawing. Depending on your quality requirements, this may include dimensional reports, material certificates, first article inspection reports, or other documentation.
- Packing and dispatch: Parts are packed to protect them in transit, labelled, and dispatched with the relevant paperwork.
Most of the work that protects quality and delivery happens before the machine starts. Lead time reflects preparation, coordination, and control — not inactivity.
Why 6 to 8 Weeks Is a Realistic Starting Point for Subcontract Machining
For many subcontract CNC machining projects, especially new or moderate-complexity components, six to eight weeks is the standard lead time. While this might seem like a long lead time, it’s necessary and responsible production planning time when you account for all the stages above.
Several operational realities contribute to that timeline:
- Existing workshop schedules and machine capacity are already committed. Immediate availability can feel attractive, especially when you are under pressure. But for subcontract CNC machining, it is worth asking why that capacity is available at short notice. A supplier with a stable customer base will usually have confirmed work already scheduled. That does not mean shorter lead times are impossible, but it does mean genuine immediate availability should be understood in context: what machine time is free, what preparation has already been accounted for, and whether the date still allows for material, programming, inspection, finishing and documentation.
- Material availability is not guaranteed. Lead times for specific alloys, particularly aerospace-grade aluminium, titanium, or medical-grade stainless steel, can vary significantly depending on stock levels and supplier schedules.
- Programming and setup are not instantaneous. New work requires investment in preparation that cannot be accelerated without risk.
- Finishing queues at external suppliers are outside your machining partner’s direct control. Finishing alone can add two to three weeks to a realistic delivery schedule.
- Inspection and documentation take time to do properly. Cutting corners here is where quality escapes.
If a supplier is offering a lead time that feels unusually short, it is worth checking what has been included before you commit.
A faster date is only useful if the work behind it has been properly considered. Before accepting the quoted timescale, ask:
- Has the drawing been reviewed for tolerances, material requirements, critical features and any areas that may affect the machining strategy?
- Does the lead time allow for material sourcing, programming, tooling, fixturing, finishing, inspection and documentation?
- Are any outside processes, such as anodising, plating, passivation or heat treatment, already accounted for in the quoted date?
These questions help you understand whether the lead time is realistic, or whether important preparation has been compressed. That preparation is what protects part quality, delivery confidence and your internal commitments.
The Biggest Factors That Affect CNC Machining Lead Time
Two parts can look similar on paper and carry very different lead times. The factors below explain why.
Geometry complexity
A component with multiple datum faces, deep pockets, thin walls, or undercut features requires careful programming, specialist tooling, and often multiple setups. Each adds time. A simple turned part with standard features takes a fraction of the preparation effort.
Material choice
Material affects lead time in two ways: sourcing and machinability. Harder-to-source alloys extend the procurement stage. Materials with poor machinability — titanium and Inconel being common examples — require slower cutting conditions, more tool changes, and more careful process control.
Tolerance requirements
Tight tolerances require more careful machining, more frequent measurement, more controlled conditions, and more documentation. They also increase rework risk. This is covered in more detail in the next section, but it’s safe to say that if a part doesn’t need a tight tolerance, don’t include it in the drawing.
Quantity
Batch size affects scheduling in both directions. A very small quantity may need to wait for an appropriate machine window. A large batch requires extended machine time and may be split across production runs.
Additionally, some machine shops won’t take jobs on if the quantity isn’t high enough, and higher quantities allow shops to give price breaks. It’s in both the interest of the buyer and the machinist to work in larger batch sizes.
Surface finishes and treatments
Any requirement beyond a machined finish — anodising, plating, passivation, powder coating — adds time through external processing queues, transit, and re-inspection. It’s realistic to expect a 2-3 longer lead time if you include a surface finish or treatment to your requirements.
Drawing completeness and customer approval speed
Incomplete drawings, late approvals, and slow responses to technical queries all extend lead time. A machining supplier can only move as fast as the information they have.
New versus repeat work
Repeat work benefits from existing programmes, proven setups, known risks, and established inspection routines. New work requires investment at every stage. This is not a reason to avoid new work — it is a reason to plan for it realistically. If you know you’re sending a brand new part to a supplier, plan for extra leeway in terms of lead time.

Why Tight Tolerances Often Add More Time Than Buyers Expect
Tolerance is one of the most significant and least visible contributors to lead time.
When tolerances are tight, every stage of the process becomes more demanding. Programming strategies change. Cutting conditions slow. Fixturing needs to be more precise. First-off inspection takes longer. In-process measurement is more frequent. Documentation requirements increase. And the risk of rework — which resets the clock on delivery — rises.
The challenge is that tolerances are sometimes specified tightly by default rather than by function. A dimension that genuinely requires ±0.01mm warrants the investment. A non-critical hole diameter specified to the same tolerance because it was copied from a similar drawing does not. Unnecessary precision adds cost, lead time, and inspection burden without adding value.
If your drawings include tightly toleranced features, it is worth asking whether each one is functionally necessary. A machining partner who raises this question early — before production starts — is acting in your interest.
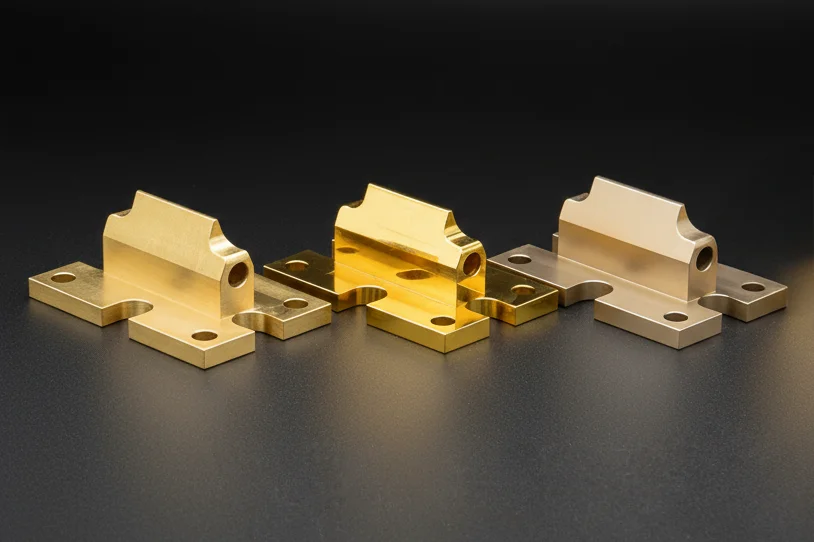
Why Finishing and Surface Treatments Often Add 2 to 3 Weeks
Finishing is consistently underestimated as a contributor to total lead time, particularly by buyers who are focused on the machined component itself.
Common finishing processes — anodising, hard anodising, passivation, electroplating, powder coating, bead blasting, heat treatment — are almost always carried out by specialist external suppliers. This introduces several variables that sit outside the direct control of the machining partner:
- External supplier queues: finishing suppliers run batch processes and work to their own schedules. Lead time depends on their current workload, not yours.
- Batch processing: small quantities may need to wait for a full batch to make processing economical.
- Transit time: components travel to the finishing supplier and back. For tight delivery schedules, this matters.
- Masking requirements: features that must be protected during finishing — threaded holes, bearing seats, sealing faces — require preparation time before dispatch and inspection afterwards.
- Re-inspection after finishing: dimensions, coating thickness, and surface condition are re-checked before the parts are released. For anodised aluminium in particular, the coating builds up on surfaces and can affect bore tolerances.
If your components require any form of finishing, build that time into your planning from the start. A machining partner with established relationships with finishing suppliers and a managed workflow will have better visibility of finishing queues than one who subcontracts this reactively.
Why Repeat Work Is Usually More Predictable
The first time a component is made, every stage of the process involves some degree of discovery: confirming the machining strategy, establishing the correct cutting conditions, validating the inspection method, resolving any unexpected material behaviour.
On repeat work, that groundwork is already done. The programme is proven. The setup is established. The risks are known. Inspection is faster because the method is already validated. This means repeat orders are not only more predictable in their lead time, they are also more stable in their quality.
For components you order regularly, structured repeat production — including scheduled call-offs or agreed production schedules — can improve delivery predictability significantly. For more detail on how to approach this, see our guide to reducing CNC machining lead times.
Why the Shortest Lead Time Isn’t Always the Lowest-Risk Option
A short lead time quote is attractive. It suggests agility and responsiveness. But when a lead time is significantly shorter than the production sequence warrants, something has to give — and it is rarely the supplier’s margin.
Compressed schedules typically cut into preparation. Technical review is shortened. Material is sourced under pressure. Programming decisions are made quickly rather than carefully. First-off inspection may be hurried. Finishing suppliers are expedited — which may mean your parts are deprioritised on the next order when you are not expediting.
The downstream consequences are predictable: parts that need rework, delivery delays that only become apparent close to the date, and reactive communication when problems are identified. For procurement and operations teams who are managing their own internal schedules, that kind of uncertainty is harder to absorb than a longer but reliable lead time.
A delivery date only matters if it can be met consistently. A supplier who quotes achievable schedules, explains what is included, and then meets those dates gives you a stronger basis for planning than a date that depends on everything going perfectly.

When Shorter Lead Times May Be Possible
Realistic lead times are not fixed. They vary with complexity, preparation, and production stability. Shorter schedules may be achievable when several favourable conditions apply simultaneously:
- The geometry is straightforward and does not require specialist tooling or complex programming
- The material is standard and in stock
- Tolerances are within general machining capability — no specialist measurement or process control required
- No finishing or surface treatment is needed
- The part is repeat work with an existing programme and proven setup
- Machine capacity is available at the time of enquiry
- Drawings are complete and approvals are fast
When these conditions are in place, the preparation burden is lower and the schedule can be compressed. The more variables are removed, the more predictable the delivery becomes.
If you are consistently working with complex new components requiring finishing and tight tolerances, 6 to 8 weeks is not a ceiling — it is a reasonable baseline. For simpler repeat work, that figure can often be reduced.
Realistic Lead Times Are Part of Protecting Your Schedule
Lead time frustration is common. Buyers want parts quickly, and a 6-to-8-week schedule can feel like a barrier rather than a feature. But the preparation that happens inside that window is what makes reliable delivery possible.
A machined component that arrives on time, to drawing, with the right documentation is the outcome that protects your production schedule. Getting there requires technical review, material sourcing, programming, scheduling, inspection, finishing coordination, and careful communication — none of which happens instantaneously.
If you are regularly finding that quoted lead times do not reflect your operational needs, the right conversation to have is not “how do we cut weeks from the schedule” but “how do we build a production rhythm that removes the time pressure”. That is where structured repeat orders, call-offs, and forward planning become valuable. Our CNC machining lead times guide covers those options in detail.
Need a realistic delivery schedule for yourmachined parts?