Get a quote
Get a quoteThanks to our network of subcontractors, we're able to offer sulphuric acid anodising as a finish when you place a machining order with us.
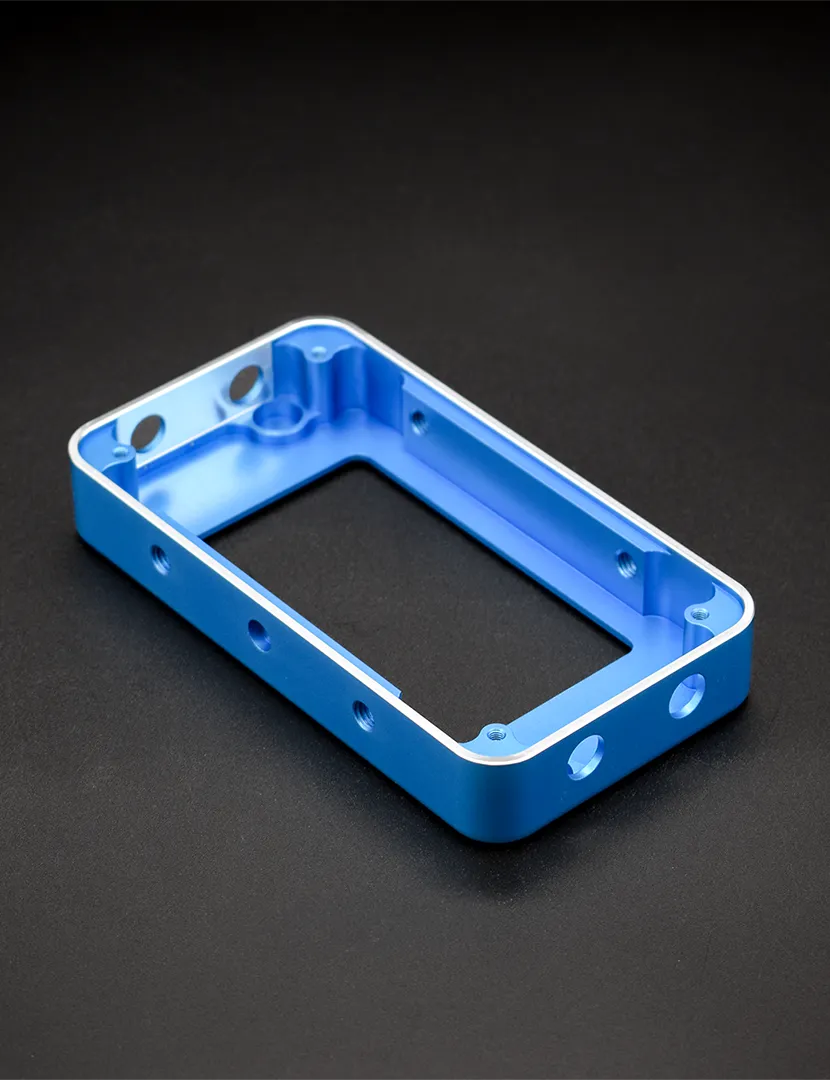
Penta Precision is able to offer sulphuric acid anodising as part of our one-stop machining service in the UK.
As well as our own machining expertise, we are able to access our network of approved quality suppliers for the finishing of your parts, saving you the time and effort and helping to streamline your supply chain.
Customers turn to us when they have had quality and delivery issues with their existing suppliers and need a reliable machining partner.
Sulphuric acid anodising is the most common protective treatment for aluminium. It is an electrochemical process in which a direct current is passed through a sulphuric acid solution, converting the surface of the aluminium into a thin, hard aluminium oxide layer. Unlike a coating that sits on top, this oxide is a conversion of the surface itself, meaning it is metallurgically bonded to the part.
The resulting anodised layer is dense but porous. To protect against corrosion and wear, the pores are sealed — typically by immersing the part in near-boiling de-ionised water. Additives such as nickel acetate or, in some cases, dichromate can be used to further improve corrosion resistance.
Because the layer grows both into the aluminium substrate and outward from it, the process slightly increases component dimensions. Before sealing, components can also be immersed in special dyes. These are absorbed into the porous structure and locked in during sealing, creating durable and attractive coloured finishes.
While sulphuric acid anodising is carried out under controlled industrial conditions, it retains some characteristics of a craft process — the surface appearance can vary depending on the piece’s preparation, alloy, jigging, and handling. The “clear” or natural finish (no dye) typically yields a film thickness of about 5–15 µm, whereas dyed finishes are normally between 10–25 µm, depending on the specification.
Because the oxide film is a conversion of the aluminium surface itself (not an applied coating), growth is self-regulating: areas that develop oxide faster become more resistive, which helps even out thickness across the whole component.
SAA is commonly chosen for parts where decorative appearance and corrosion resistance both matter. However, it does not hide imperfections: surface blemishes, tool marks or scratches tend to remain, and in some cases the anodising process can even accentuate them. To achieve a highly decorative finish, extra care in the initial machining, polishing, or surface preparation is essential.
Because the anodised film is electrically insulating, good electrical contact via a jig or similar fixture is required throughout the process. Where contact is made, there will always be small marks (jig/rack contact marks). If certain surfaces must be free from these marks — for aesthetics or function — these requirements must be communicated in advance, so jigging can be arranged accordingly.
SAA is cost‐effective for many industrial and OEM applications. As the expectations of optical quality and finish uniformity rise, so too do the costs. Things like thickness, dyeing, alloy, jig design, pre‐treatment, and sealing all factor in.
Finally, while mainly used on aluminium, sulphuric acid anodising techniques are also used to create thin anodic oxide films on titanium. In those cases, the films help prevent further natural oxidation, provide a better surface for subsequent coatings, and can also be coloured by dyeing.
Anodised aluminium provides very good corrosion resistance even in harsh environments, especially when sealed correctly. However, it remains vulnerable to strong alkaline substances and certain acids — for example, caustic cleaning agents can damage or dissolve the oxide layer. Among the various sealing methods, dichromate sealing has been shown to give the best corrosion protection, particularly for challenging conditions.
Because anodic oxide films are porous, sealing is essential both to lock in dyes and to enhance corrosion resistance. Most sulphuric acid anodising is sealed as a default process; at Penta Precision we offer five methods: cold sealing (nickel fluoride), hot-water sealing (boiling water), dichromate sealing, nickel acetate sealing, and Surtec 650 sealing.
For many applications, cold sealing or hot-water sealing are the most cost-effective options. Dichromate sealing is extensively used in aerospace and defence due to its excellent protection, but its characteristic yellow/green hue can make it unsuitable when cosmetics are important. Good sealing is also necessary to ensure lightfastness of dyed anodised surfaces. Surtec 650 is a passivation/sealing system that behaves differently: it is best used on non-dyed parts. In some cases the anodising is left unsealed, for example when the part will be painted or bonded — the unsealed pores give a good key (surface texture) for adhesion.
Aluminium oxide (from anodising) is significantly harder than untreated aluminium, which gives the anodised surface resistance to scratching and mild abrasion. However, because sulphuric acid anodising films are relatively thin (compared to “hard anodising”), heavy or repeated abrasion will eventually wear through the oxide layer and expose the underlying metal. When abrasion or wear is a serious concern, a thicker, harder film (such as that produced by hard anodising) is usually the preferred option.
1000 anodises well but is rarely used due to its mechanical properties
2000 can be anodised when handled with care
We have particular expertise in the handling of 2000 series (copper rich) alloys such as 2014A and 2024 where particular care is needed to avoid burning or melting of the alloy during the anodising process.
Corrosion resistance on 2000 series alloys is comparatively poor compared to 6000 series alloys. However, we work with a partner who has carefully developed an anodising process that ensures good corrosion resistance on 2000 series alloys.
Approximately 35 - 40% growth, 65-60% penetration
Approximately 50% growth, 50% penetration
Great for anodising. Approximately 50% growth, 50% penetration
Approximately 50% growth, 50% penetration
Deep etch to “matt” down the “satin sheen” appearance.
Bead blast or “brush finish” to give a uniform texture”. This “dulls” the surface. A chemical “Brightening” process is used to bring the surface “sheen” back.
Masking exacting engineering requirements now requires that specific areas of components should not be coated, although masking for anodising is particularly challenging.
Where ever possible, in preference to masking if areas of a component need to be free from anodising it is recommended that components are left 100 microns up on tolerance and a post anodising machining processes is added to ensure an accurate, “clean line” visually pleasing finish is created.
Specialist anodisers can offer other special variants.
We advise you to develop an understanding of the anodising process at the design stage.
Fixturing where possible is best near two extremities of the component.
Air is vigorously pumped to agitate the chemical fluid through the anodising process. Deep recesses, blind bores and holes can lead to air pockets being formed with resulting poor or inconsistent anodise layers being formed.
Whenever an aesthetic, consistent high quality level of finish is required, we recommend you discuss the processing issues of individual components with us. We also advise that on manufacturing drawings you specify jigging and fixturing points and the orientation of the part when in the process.
When larger parts are being anodised, good electrical contact is essential to avoid “blow” (melting) and damage to the component. Consider blind tapped holes at either end of the component so a bolt can be bottomed out in the hole and used for jig mounting.
Anodising is an “artisan” rather than a precision process. Although competent processors run a defined controlled process, factors that affect the results in the anodising process include:
If guaranteed tight tolerances are a prerequisite in aspects of the application (i.e. less the 30 microns total tolerance band) then designers need to consider post anodising finishing machining techniques such as lapping, grinding and honing. The significant uplift in the costs involved means this is only usual in motorsport, aerospace, defence and other highly validated demanding applications.
Standard anodising produces a “satin sheen” to the appearance. Preparing with a deeper etch “matts” the finish down.
Achieving consistent colour matching is problematic in anodising. Aluminium alloy grades have a broad enough alloy content manufacturing tolerance that results in colour “tint” variation in different batches of material.
Recently there has been developments with mixing sulphuric acid and either tartaric acid or boric acid as a method of replacing the less environmentally acceptable Chromic acid solution.







Among the various types of anodising processes, two prominent methods stand out: Hard Anodising and Sulphuric Acid Anodising. In this blog, we delve into the distinctions of each of these finishing processes, comparing their benefits, common applications, and suitability for CNC machined components.