A CNC-machined component can look close to completion when it comes off the machine, but it may still be several controlled stages away from being ready for delivery. If the part needs anodising, plating, passivation, powder coating, bead blasting, heat treatment or another finishing process, the job has not finished. Finishing adds preparation, external scheduling, handling, inspection, and documentation requirements, which can often add 2 to 3 weeks to the total lead time.
Key takeaways
- Finishing can add 2 to 3 weeks because it changes the production route, rather than simply adding a quick final operation.
- External supplier availability, batch processing, transport, masking, inspection and documentation all affect the final delivery date.
- Buyers should confirm finishing requirements at RFQ stage so the quoted price and lead time reflect the full route.
- Critical features such as threads, bores, sealing faces, and datums may need masking or post-finish inspection.
- Clear ownership across machining, finishing, and delivery helps reduce chasing, confusion and schedule surprises.
Need a realistic lead time for machined and finished components?

Why is finishing more than a final step?
Finishing is more than a final step because it can affect how a CNC-machined part looks, fits, performs and passes inspection. A finish may be specified for corrosion resistance, wear performance, cleanliness, cosmetic appearance, electrical behaviour or environmental protection. For some components, the finishing process is directly linked to whether the part can be used in its intended assembly.
Common finishes and treatments include anodising, hard anodising, passivation, zinc plating, electroless nickel plating, bead blasting, powder coating, heat treatment and polishing. Each process has its own requirements. Some affect surface condition. Some affect dimensions. Some need masking. Some need certification. Some require additional handling controls to prevent cosmetic damage before final delivery.
This matters because finishing decisions should be made before production starts. If a coating adds thickness to a bore, thread or mating face, the machined dimensions may need to allow for it. If a cosmetic surface must be blemish-free, the part may need different handling, packaging or inspection. If passivation or plating is required for a regulated environment, documentation may need to be planned at the same time as the machining route.
Finishing is part of the specification. Treating it as an afterthought can create avoidable delays, technical questions and late-stage risk.
Why can finishing add 2 to 3 weeks?
Finishing can add 2 to 3 weeks because it introduces another controlled production stage with its own schedule, checks and release process. The time added is rarely just the time spent in the finishing bath, booth, blast cabinet or oven. It includes the steps needed to move parts safely from machining to finishing, complete the treatment correctly, verify the result and release the finished parts for delivery.
Several factors can extend the overall lead time:
- External supplier queues
- Batch processing windows
- Transport between sites
- Booking availability
- Masking and preparation
- Specialist handling requirements
- Certification or documentation
- Post-finish inspection
- Rework or reprocessing if the agreed standard is not met
A finishing supplier may only run certain processes on specific days or when a suitable batch is available. Parts may need to wait for compatible materials, colours, coatings or treatments. Documentation may need to be confirmed before release. Inspection may be needed after finishing, especially where coating thickness affects tolerances or the cosmetic standard is critical.
This does not mean finishing suppliers are slow. It means finishing has constraints, just like machining, inspection, programming and material supply. Reliable delivery depends on planning those constraints into the quote and schedule.
Why does batch processing affect finishing lead time?
Batch processing affects finishing lead time because many finishing processes are planned around compatible parts, materials, treatments and line availability. A small CNC-machined component may only take a short time to treat once it reaches the correct process line, but it may still need to wait for the right finishing slot.
For example, anodising, plating and powder coating are often organised around batch efficiency and process compatibility. A part may need to wait until the correct colour is running, the correct material group is being processed, or the finishing supplier has enough suitable work to run the batch efficiently. Heat treatment may depend on furnace availability and load planning. Bead blasting or polishing may depend on manual capacity and agreed cosmetic standards.
Inspection and certification can also affect release. If parts need a certificate of conformity, process certificate, thickness check or visual approval, the paperwork and verification need to be completed before the finished parts are returned or shipped.
Finishing lead time includes queueing, batching, handling and release. Treatment time alone gives an incomplete picture of the delivery date.
How do transport and handoffs add risk?
Transport and handoffs add risk because every movement between machining, finishing, inspection and delivery creates another point where time, communication and ownership need to be controlled. When machining and finishing involve separate suppliers, the schedule must allow for packing, collection, goods-in, processing, return transport and final checks.
A typical route may include several additional steps. The machined parts are cleaned, protected and packed for transport. A courier or collection is booked. The finishing supplier receives the parts and completes their own goods-in process. Any questions about specification, masking or cosmetic requirements need to be clarified. Once the finishing process is complete, the parts are packed again and returned. The machining supplier or customer then checks the parts after finishing.
Each handoff can add administration, communication risk, handling risk and delay risk. If ownership is unclear, small questions can slow the job. If a courier is missed, the schedule can move. If parts return without the expected documentation, goods-in or final release can be delayed.
Clear ownership matters because customers should not need to manage every step manually. When one supplier coordinates machining, finishing, inspection and delivery, the customer has one route for updates, questions and accountability.

Why do masking, threads and critical features matter?
Masking, threads and critical features matter because finishing can affect the surfaces that make the part function correctly. A finish may be suitable for the outside of a component but unsuitable for a threaded hole, precision bore, sealing face, datum surface, contact area or tightly toleranced feature.
Masking protects areas that should not receive coating, blasting, plating or another treatment. Common examples include:
- Internal and external threads
- Precision bores
- Bearing seats
- Sealing faces
- Electrical contact surfaces
- Datums used for inspection or assembly
- Critical dimensions affected by coating thickness
- Cosmetic areas that require controlled appearance
If masking is not considered early, the finished part may need extra work before it can be used. Threads may need cleaning. Mating faces may need checking. Critical surfaces may need rework. Inspection may take longer because the team needs to verify whether the finish has affected form, fit or function.
This is where engineering judgement has direct commercial value. A supplier who reviews finishing requirements at quote stage can flag areas where coating thickness, masking, preparation or inspection may affect lead time and cost. That early review helps prevent late questions after the parts have already been machined.
Features that matter after finishing need to be protected before finishing begins.
Why does post-finish inspection take time?
Post-finish inspection takes time because a finished component still needs to be verified before it is ready for delivery. Machining inspection confirms that the part was produced correctly before finishing. Final inspection confirms that the finished part still meets the drawing, purchase order and agreed acceptance standard.
Post-finish checks may include dimensional conformity, coating coverage, coating thickness, surface finish, cosmetic condition, masking quality, thread condition, handling marks and documentation accuracy. A part that passed machining inspection may still need further verification after anodising, plating, bead blasting or powder coating.
The inspection scope depends on the part and the finish. If coating thickness affects a tolerance, measurement after finishing may be essential. If a visible surface is customer-facing, cosmetic approval may take priority. If the part is used in a regulated or high-risk assembly, the paperwork may be as important as the physical checks.
This final verification should not be seen as wasted time. It helps prevent finished parts from reaching the customer with damaged surfaces, blocked threads, missing certificates or dimensions affected by coating build-up.
A finished part still needs to be checked before it can be released with confidence.
How do finishing requirements affect quoting and lead time?
Finishing requirements affect quoting and lead time because they influence supplier selection, price, scheduling, masking, inspection, packaging, documentation and delivery commitment. A quote for machined-only parts is different from a quote for machined, finished, inspected and documented parts.
Suppliers need to know the finish at RFQ stage wherever possible. They may need to confirm whether the finish is decorative, functional or both. They may need to understand the working environment, cosmetic expectations, critical dimensions and any required certificates. They may also need to select an approved finishing partner with the right capability and availability.
Late finishing changes can affect several parts of the project. The price may change. The delivery date may move. The inspection plan may need updating. Masking may need adding. Packaging may need improving to protect the finished surface. Responsibility can also become unclear if finishing is added after machining has already started.
The earlier finishing requirements are confirmed, the more reliable the quote and delivery date become.
Need help confirming the best route for a CNC-machined part that needs finishing? Send us the drawing, finish requirement and intended application, and we will review the likely cost, lead time and risk before production starts.
How can buyers reduce finishing-related delays?
Buyers can reduce finishing-related delays by making the finish, application and critical features clear before the supplier quotes and plans the work. The most useful information is often simple: what finish is needed, why it is needed, where it must apply and which surfaces must remain protected.
Practical steps include:
- Confirm the finish requirement at RFQ stage.
- Supply the finishing specification where one exists.
- Explain the intended application of the part.
- Clarify whether the finish is needed for function, appearance or environment.
- Define cosmetic expectations with notes, samples or acceptance criteria.
- Confirm masking requirements before machining starts.
- Identify critical dimensions affected by coating thickness.
- Avoid late changes to finish, colour, specification or documentation.
- Allow realistic time for external processing.
- Choose a supplier who can coordinate machining, finishing and inspection.
The most expensive or complex finish is not always the best option. In some cases, a requested finish adds cost and lead time when a simpler route would meet the functional need. For example, a component that needs general corrosion resistance may not need the same finish as a part exposed to harsh chemicals, repeated handling or strict cosmetic inspection.
Sharing the intended use early gives the supplier a chance to challenge assumptions. A good supplier may be able to suggest a more suitable finish, flag a risk with the current specification or explain where the requested treatment will affect cost, lead time or tolerance.
Finishing delays are easier to manage when the required finish, intended use and critical features are clear before production starts.
Why does integrated management make finishing easier to control?
Integrated management makes finishing easier to control because one supplier coordinates the full route from machining through finishing, inspection, documentation and delivery. That reduces the amount of chasing the customer needs to do and makes ownership clearer when questions arise.
In a fragmented route, the customer may need to manage the machine shop, finishing supplier, courier, inspection requirements and documentation separately. If the delivery date changes, it may not be clear where the issue sits. If the finish does not match expectation, responsibility may be debated. If paperwork is missing, goods-in may be delayed while the customer tracks down the right information.
An integrated approach gives the customer one point of contact. The supplier can coordinate finishing requirements, book external processes, arrange transport, check returned parts, verify documentation and update the customer with a realistic delivery position. This does not remove every possible delay, but it does reduce avoidable confusion.
This is especially useful for procurement and operations teams. Procurement needs a supplier they can defend internally. Operations needs clear dates and fewer surprises. Quality needs finished parts that arrive with the right checks and paperwork.
Customers should not have to manage every handoff to keep a project moving.
When may finishing add less time?
Finishing may add less time when the finish is common, the requirements are clear and the route is already proven. Repeat parts with established finishing suppliers, agreed masking, known cosmetic standards and stable inspection plans are usually easier to schedule than new or unclear work.
Finishing may be quicker when:
- The finish is readily available.
- No specialist masking is needed.
- Cosmetic expectations are straightforward.
- The part is repeat work.
- The finishing route has already been approved.
- Capacity is available.
- The supplier has regular finishing runs.
- Inspection and documentation requirements are already defined.
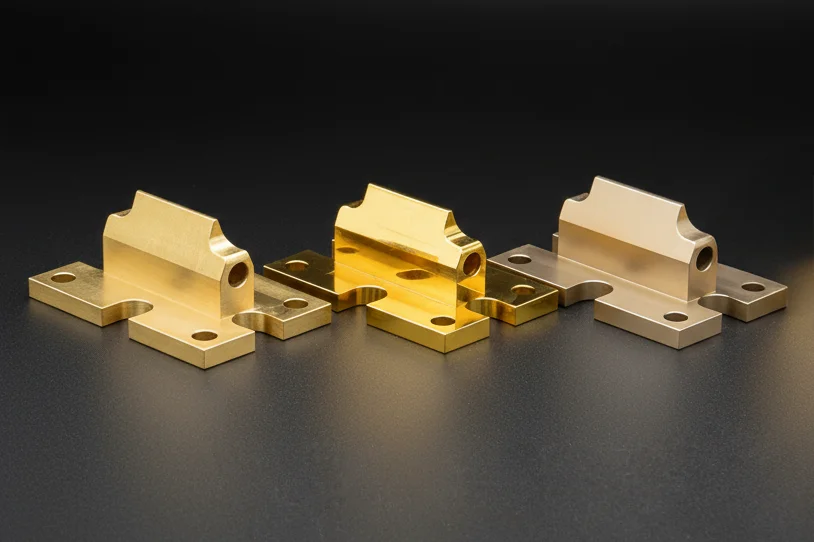
This is why the same finish can affect two projects differently. A clear repeat order for clear anodised aluminium may move quickly through a known route. A new part with tight tolerances, cosmetic faces, masking requirements and certificate needs may require more planning and a longer allowance.
Finishing time depends on the process, supplier availability, specification and control requirements. The important point is to allow for it before the delivery date is promised.
Need a realistic lead time for machined and finished components? Send us your drawings, finishing notes and target delivery dates, and our team will review the full route before quoting.
Want a step-by-step guide to changing your CNC machining supplier?

Conclusion
Finishing can add 2 to 3 weeks to CNC machining lead times because it introduces extra process stages, external scheduling, specialist handling, transport, inspection and quality control. That time should not be treated as a gap where nothing happens. It is part of producing a finished component that is fit for use.
The best results come from early clarity. Buyers should confirm finish requirements at RFQ stage, explain the part’s application, identify critical features, define cosmetic expectations and allow realistic time for external processing. Suppliers should plan the route properly, coordinate finishing partners, protect critical surfaces, inspect after finishing and release parts with the correct documentation.
A realistic lead time protects more than the delivery date. It protects procurement from avoidable internal pressure, operations from schedule disruption, engineering from late technical issues and quality from preventable non-conformances.
Finishing is not an afterthought. It is part of the delivery plan.